

PLC高速計(jì)數(shù)器功能在定位控制上的應(yīng)用
切紙機(jī)械是印刷和包裝行業(yè)最常用的設(shè)備之一。切紙機(jī)完成的最基本動(dòng)作是把待裁切的材料送到指定位置,然后進(jìn)行裁切。其控制的核心是一個(gè)單軸定位控制。我公司引進(jìn)歐洲一家公司的兩臺(tái)切紙?jiān)O(shè)備,其推進(jìn)定位系統(tǒng)的實(shí)現(xiàn)是利用單片機(jī)控制的。控制過程是這樣的,當(dāng)接收編碼器的脈沖信號達(dá)到設(shè)定值后,單片機(jī)系統(tǒng)輸出信號,斷開進(jìn)給電機(jī)的接觸器,同時(shí)電磁離合制動(dòng)器的離合分離,剎車起作用以消除推進(jìn)系統(tǒng)的慣性,從而實(shí)現(xiàn)精確定位。由于設(shè)備的單片機(jī)控制系統(tǒng)老化,造成定位不準(zhǔn),切紙動(dòng)作紊亂,不能正常生產(chǎn)。但此控制系統(tǒng)是早期產(chǎn)品,沒有合適配件可替換,只能采取改造這一途徑。目前國內(nèi)進(jìn)行切紙?jiān)O(shè)備進(jìn)給定位系統(tǒng)改造主要有兩種方式,一是利用單片機(jī)結(jié)合變頻器實(shí)現(xiàn),一是利用單片機(jī)結(jié)合伺服系統(tǒng)實(shí)現(xiàn),不過此兩種改造方案成本都在兩萬元以上。并且單片機(jī)系統(tǒng)是由專業(yè)開發(fā)公司設(shè)計(jì),技術(shù)保守,一旦出現(xiàn)故障只能交還原公司維修或更換,維修周期長且成本高,不利于改造后設(shè)備的維護(hù)和使用。我們結(jié)合自己設(shè)備的特點(diǎn)提出了新的改造方案,就是用PLC的高速計(jì)數(shù)器功能結(jié)合變頻器的多段速功能實(shí)現(xiàn)定位控制,并利用HMI(人機(jī)界面Human Machine Interface)進(jìn)行裁切參數(shù)設(shè)定和完成一些手動(dòng)動(dòng)作。
2 改造的可行性分析
現(xiàn)在的大多PLC都具有高速計(jì)數(shù)器功能,不需增加特殊功能單元就可以處理頻率高達(dá)幾十或上百KHz的脈沖信號,而切紙機(jī)對進(jìn)給系統(tǒng)的精度和響應(yīng)速度要求不是很高。可以通過對切紙機(jī)進(jìn)給系統(tǒng)相關(guān)參數(shù)的計(jì)算,合理的選用編碼器,讓脈沖頻率即能在PLC處理的范圍內(nèi)又可以滿足進(jìn)給的精度要求。在進(jìn)給過程中,讓PLC對所接收的脈沖數(shù)與設(shè)定數(shù)值進(jìn)行比較,根據(jù)比較結(jié)果驅(qū)動(dòng)相應(yīng)的輸出點(diǎn)對變頻器進(jìn)行輸出頻率的控制,實(shí)現(xiàn)接近設(shè)定值時(shí)進(jìn)給速度變慢,從而減小系統(tǒng)慣性,達(dá)到精確定位的目的。另外當(dāng)今變頻器技術(shù)取得了長足的發(fā)展,使電機(jī)在低速時(shí)的轉(zhuǎn)矩大幅度提升,從而也保證了進(jìn)給定位時(shí)低速推進(jìn)的可行性。
3 主要控制部件的選取
3.1 PLC的選取
設(shè)備需要的輸入輸出信號如下:
x0脈沖輸入
x1脈沖輸入
x2前限位
x3后限位 y3 前進(jìn)!
x4前減速位 y4 后退
x5電機(jī)運(yùn)轉(zhuǎn)信號 y5 高速
x6刀上位 y6 中速
x7滑刀保護(hù) y7 低速
x10壓紙器上位 y10
x11光電保護(hù) y11
x12小車后位 y12 進(jìn)給離合
x13雙手下刀按鈕 y13 壓板下
x14停止按鈕 y14 刀離合
x15連桿保護(hù) y15 電機(jī)禁啟動(dòng)
x16刀回復(fù)到位
針對這些必需的輸入點(diǎn)數(shù),選用了FX1s-30MR的PLC,因?yàn)檫x用了人機(jī)界面,其它一些手動(dòng)動(dòng)作,如前進(jìn)、后退、換刀等都通過人機(jī)界面實(shí)現(xiàn),不需占用PLC輸入點(diǎn),從而為選用低價(jià)位的FX1s系列PLC成為可能,因?yàn)镕X1s系列PLC輸入點(diǎn)最多只有16點(diǎn)。另外此系列PLC的高速計(jì)數(shù)器具有處理頻率高達(dá)60千赫的脈沖的能力,足可以滿足切紙機(jī)對精度的要求。
3.2 編碼器的選取
編碼器的選取要符合兩個(gè)方面,一是PLC接收的最高脈沖頻率,二是進(jìn)給的精度。我們選用的是編碼器分辨率是500P/R(每轉(zhuǎn)每相輸出500個(gè)脈沖)的。通過驗(yàn)正可以知道此分辨率可以滿足上面兩個(gè)條件。驗(yàn)證所需的參數(shù):電機(jī)最高轉(zhuǎn)速是1500轉(zhuǎn)/分(25轉(zhuǎn)/秒)、進(jìn)給絲桿的導(dǎo)程是10mm/轉(zhuǎn)。驗(yàn)證如下:
本系統(tǒng)脈沖最高頻率=25轉(zhuǎn)/秒×500個(gè)/轉(zhuǎn)×2(A/B兩相)=25KHz
理論進(jìn)給分辨率=10mm/500=0.02mm
同時(shí)由上面的數(shù)據(jù)知道進(jìn)給系統(tǒng)每走1mm編碼器發(fā)出50(此數(shù)據(jù)很重要,在PLC程序的數(shù)據(jù)處理中要用到)個(gè)脈沖信號。由于此工程中對編碼器的A/B相脈沖進(jìn)行了分別計(jì)數(shù),使用了兩個(gè)高速計(jì)數(shù)器,且在程序中應(yīng)用了高速定位指令,則此PLC可處理的最高脈沖頻率為30千赫,因此滿足了第一個(gè)條件;我們的切紙機(jī)的載切精度要求是0.2mm,可知理論精度完全滿足此要求。
3.3 變頻器和HMI的選取
這兩個(gè)部件我們都選用了三菱公司的產(chǎn)品,分別是FR-E540-0.75K-CH和F920GOT-BBD-K-C。
4 F920GOT-BBD-K-C的特點(diǎn):
F920GOT是帶按鍵型的HMI,它的使用和編程非常簡單方便。它具有以下特點(diǎn):1)可以方便的實(shí)現(xiàn)和PLC的數(shù)據(jù)交換;2)通過本身自帶的6個(gè)功能按鍵開關(guān),可以控制PLC內(nèi)部的軟繼電器,從而可以減少PLC輸入點(diǎn)的使用;3)具有兩個(gè)通訊口,一個(gè)RS232C(用于和個(gè)人電腦通訊)和一個(gè)RS422(用于和PLC通訊),利用電腦和F920GOT相連后不僅可以對HMI進(jìn)行程序的讀取和上傳,還可以直接對PLC的程序進(jìn)行上傳下載、調(diào)整和監(jiān)控。
5 PLC和HMI程序的編寫
此工程中程序的難點(diǎn)主要在于數(shù)據(jù)的處理上。在切紙機(jī)工作過程中除手動(dòng)讓進(jìn)給定位機(jī)構(gòu)前進(jìn)后退外,還要實(shí)現(xiàn)等分裁切功能和指定具體位置定位功能,并且HMI上還要即時(shí)顯示定位機(jī)構(gòu)的當(dāng)前位置。我們?yōu)榱撕喕绦蛑械挠?jì)算,采用了兩個(gè)高速計(jì)數(shù)器C235和C236。C236通過計(jì)算前進(jìn)后退的脈沖數(shù),再進(jìn)行換算后用于顯示進(jìn)給機(jī)構(gòu)的當(dāng)前位置;C235用于進(jìn)行精確定位。定位過程是這樣的,每次進(jìn)給機(jī)構(gòu)需要定位工作時(shí),通過計(jì)算把需要的脈沖數(shù)送到C235,不論進(jìn)給機(jī)構(gòu)前進(jìn)還是后退C235進(jìn)行減計(jì)數(shù),同時(shí)對C235中的數(shù)值進(jìn)行比較,根據(jù)比較結(jié)果驅(qū)動(dòng)相應(yīng)的輸出點(diǎn)對變頻器進(jìn)行輸出頻率的控制,實(shí)現(xiàn)接近設(shè)定值時(shí)進(jìn)給速度變慢,從而達(dá)到精確定位。因?yàn)槿魏蜗到y(tǒng)都有慣性和時(shí)間上的遲滯,所以變頻器停止輸出的時(shí)間并不是C235中的計(jì)數(shù)值減小到0時(shí),而是讓C235和一個(gè)數(shù)據(jù)寄存器D130比較,當(dāng)C235中的值減小到D130中的設(shè)定值時(shí)PLC控制變頻器停止輸出。D130的值可通過人機(jī)界面進(jìn)行修改和設(shè)定,在調(diào)試時(shí)通過修改這個(gè)值,以達(dá)到定位準(zhǔn)確的目的。顯示定位機(jī)構(gòu)當(dāng)前位置的程序見下圖1,

圖1顯示定位機(jī)構(gòu)當(dāng)前位置程序段
實(shí)現(xiàn)定位控制的程序段見下圖2。
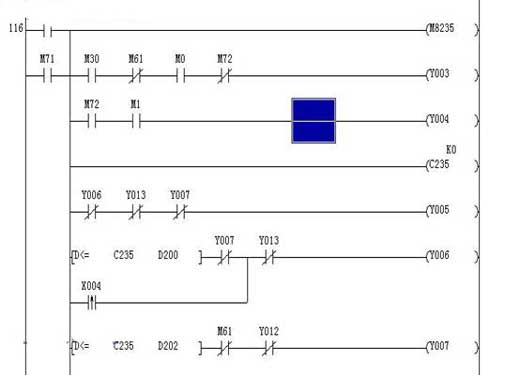
圖2定位程序段
還有一個(gè)問題是參數(shù)設(shè)定時(shí)的小數(shù)點(diǎn)位問題,實(shí)際工作中在設(shè)定位置時(shí)要精確到0.1mm。這個(gè)問題在一些單片機(jī)系統(tǒng)中常會(huì)遇到,常見的處理辦法是加大一個(gè)數(shù)量級,就是設(shè)定數(shù)據(jù)時(shí),在人機(jī)界面上用1代替0.1mm,10代替1mm。不過我們在處理此問題時(shí)通過HMI中對數(shù)據(jù)的設(shè)置和PLC的程序編寫達(dá)到了所見即所得的效果。HMI中主要是對數(shù)值的格式要設(shè)定好。HMI中的設(shè)置畫面見下圖。
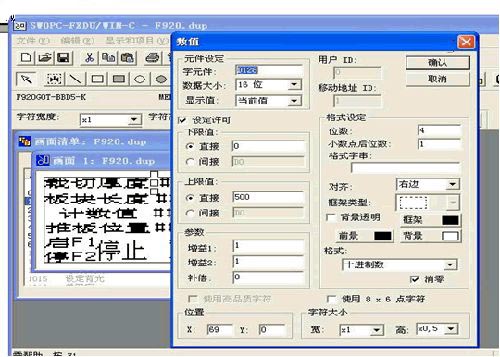
圖3HMI中數(shù)據(jù)設(shè)置畫面
比如我要等分裁切10.5mm的紙,就可以在HMI上設(shè)定為10.5,而不是像我公司其它設(shè)備上要設(shè)為105,但PLC的寄存器D128的內(nèi)容是105而不是10.5,這樣在計(jì)算需要的脈沖數(shù)時(shí)就要用下面一條命令:
MULD128K5D10(此命令中盡管編程時(shí)D11不出現(xiàn)但實(shí)際上寄存器D11被占用,不能再應(yīng)用于其它地方,否則會(huì)出現(xiàn)問題。)
而不是用:
MULD128K50D10
編程中其它應(yīng)注意的問題。一是雙線圈問題。本工程中利用條件跳轉(zhuǎn)和步進(jìn)指令避免了雙線圈問題。二是誤信號問題。編碼器是一種比較精密的光電產(chǎn)品,受振動(dòng)時(shí)不可避免的會(huì)出現(xiàn)誤信號,而切紙機(jī)在執(zhí)行裁切動(dòng)作時(shí)會(huì)造成很大振動(dòng),如果忽視這個(gè)現(xiàn)象,定位精度和執(zhí)行機(jī)構(gòu)當(dāng)前位置的顯示都會(huì)不準(zhǔn)確。本工程中處理方法參見上面例子程序圖1,只有Y3、Y4接通,即只有進(jìn)給機(jī)構(gòu)前進(jìn)和后退時(shí)才讓C236進(jìn)行計(jì)數(shù),這樣就屏蔽了裁切時(shí)震動(dòng)造成的誤信號。
6 變頻器的參數(shù)設(shè)置
此工程中需設(shè)定的變頻器的主要參數(shù)見下。
參數(shù) 號名 稱設(shè)定值
0 轉(zhuǎn)矩提升 8%(低速時(shí)電機(jī)轉(zhuǎn)矩不足時(shí)可提高此數(shù)字)
43 速設(shè)定(高速) 30Hz
53 速設(shè)定(中速) 10Hz
63 速設(shè)定(低速) 2Hz
7 加速時(shí)間 0.5s
8 減速時(shí)間 0.5s
24 多段速設(shè)定(4速)50Hz
79 操作模式 2(只執(zhí)行外部操作)
在調(diào)試過程中為了達(dá)到定位速度和精度的完美結(jié)合,應(yīng)對三段速設(shè)定值,加減速時(shí)間和HMI中D130、D200和D202的數(shù)值進(jìn)行相應(yīng)調(diào)整。
7 結(jié)論
通過上述的改造過程,完全恢復(fù)了我們切紙機(jī)的功能,試用三個(gè)月以來運(yùn)行非常穩(wěn)定。由這個(gè)應(yīng)用實(shí)例可以看出結(jié)合PLC的高速計(jì)數(shù)器功能,合理的進(jìn)行應(yīng)用,在一定場合可以取代高成本的定位控制系統(tǒng),實(shí)現(xiàn)控制系統(tǒng)最優(yōu)的性價(jià)比。也迎合了我國當(dāng)前提出的建設(shè)節(jié)約型社會(huì)的宗旨。
文章版權(quán)歸西部工控xbgk所有,未經(jīng)許可不得轉(zhuǎn)載。










 服務(wù)咨詢
服務(wù)咨詢