

PLC與變頻器在塑料制片機(jī)四輥傳動(dòng)中的設(shè)計(jì)及應(yīng)用
關(guān)鍵詞:模擬量、人機(jī)界面、巨集指令
一、引言
某公司生產(chǎn)的塑料制片機(jī)四輥傳動(dòng)原采用無刷直流電機(jī)傳動(dòng),采用專用的調(diào)速裝置進(jìn)行調(diào)速控制以實(shí)現(xiàn)各傳動(dòng)的線速度同步。至今該系統(tǒng)故障率較高,且國內(nèi)相應(yīng)的備品備件甚少,維修難度較大已影響了正常生產(chǎn)。為此我公司對(duì)該傳動(dòng)部分采用交流變頻調(diào)速技術(shù)和可編程控制技術(shù)進(jìn)行了改造,使四輥傳動(dòng)控制更加合理,操作方便,運(yùn)行穩(wěn)定可靠,產(chǎn)品質(zhì)量達(dá)到原設(shè)計(jì)要求,獲得了很好的效果。
二、系統(tǒng)配置
1、機(jī)械部分改造:四輥傳動(dòng)示意圖見圖一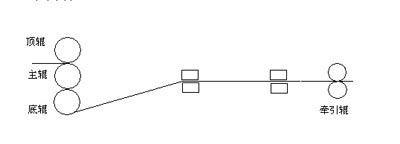
(圖一:四輥傳動(dòng)示意圖)
按照工藝要求,線速度范圍為1.5~10m/min,所對(duì)應(yīng)的交流電機(jī)的工作頻率范圍為:7.5~50Hz。考慮到原系統(tǒng)的傳動(dòng)速比,經(jīng)過計(jì)算我們選用了4極4Kw,減速比為6.8的齒輪減速電機(jī)來更換原無刷直流電機(jī)。
2、系統(tǒng)硬件:(見圖二) 
(圖二:系統(tǒng)硬件配置圖)
(1)PLC1、PLC2是本系統(tǒng)的核心,選用臺(tái)達(dá)DVP20EX主機(jī),該機(jī)配有8個(gè)數(shù)字量輸入點(diǎn),6個(gè)數(shù)字量輸出點(diǎn),4路A/D模擬量輸入,2路D/A模擬量輸出信號(hào);并自帶RS485通訊接口。
(2)PWS人機(jī)界面作為與PLC1、PLC2的數(shù)據(jù)交換、設(shè)定及顯示,可以實(shí)現(xiàn)四輥傳動(dòng)電機(jī)同時(shí)運(yùn)行并最終同步控制。該系統(tǒng)中PWS選用臺(tái)灣羅森系列人機(jī)界面PWS1711-STN。
(3)INV1~INV4為四輥傳動(dòng)驅(qū)動(dòng)變頻器,選用了日本安川CIMR-G5A45P5變頻器,由PLC模擬量輸出給變頻器以確定工作速度;并把變頻器多功能輸出的頻率信號(hào)、電流信號(hào)作為PLC的模擬量輸入信號(hào),經(jīng)計(jì)算處理后以顯示實(shí)際工作速度及電機(jī)負(fù)載率。
三、系統(tǒng)軟件設(shè)計(jì)
結(jié)合生產(chǎn)工藝要求來設(shè)計(jì)系統(tǒng)軟件,其中人機(jī)界面的自動(dòng)工作畫面如圖三所示: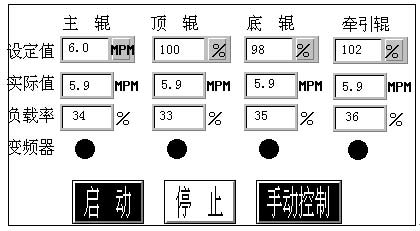
設(shè)計(jì)原理:(1)首先設(shè)定主輥線速度及頂輥、底輥和牽引輥相對(duì)主輥線速度的百分?jǐn)?shù),PLC根據(jù)上述設(shè)定值分別計(jì)算通過模擬量輸出控制給定變頻器工作頻率;(2)當(dāng)用戶觸摸了“啟動(dòng)”鍵后,PLC控制輸出變頻器運(yùn)行信號(hào),并正常啟動(dòng)四輥傳動(dòng)控制;(3)同時(shí),變頻器的多功能輸出信號(hào)經(jīng)PLC模擬量輸入并計(jì)算,由人機(jī)界面顯示各傳動(dòng)的實(shí)際線速度、電機(jī)負(fù)載率等;若某個(gè)傳動(dòng)速度偏差較大,此時(shí)用戶可以在線修改線速度及相應(yīng)的百分?jǐn)?shù)等參數(shù)。(4)當(dāng)用戶觸摸了“停止”鍵后,PLC控制切斷輸出變頻器運(yùn)行信號(hào),并停止四輥傳動(dòng)。
下面重點(diǎn)介紹人機(jī)界面的巨集指令在本系統(tǒng)中的軟件處理:
在人機(jī)界面的設(shè)計(jì)中,使用了一臺(tái)人機(jī)界面帶多臺(tái)PLC控制模式,并使用巨集指令來實(shí)現(xiàn):按“啟動(dòng)”或“停止”鍵后,同時(shí)兩臺(tái)PLC都響應(yīng)并輸出控制。具體設(shè)計(jì)為:
(1)定義PLC的站號(hào),DVP20EX中由特殊寄存器D1121設(shè)定,如:PLC1中D1121=1,PLC2中D1121=2;
(2)在人機(jī)界面中定義相應(yīng)的寄存器時(shí),以n:D100或n:M100等形式表示;其中n表示PLC的站號(hào),如1:D100,2:D100。圖三中的“啟動(dòng)”鍵設(shè)計(jì)時(shí),相應(yīng)的寄存器為1:M100,且在巨集指令中設(shè)定SETB2:M103,CLRB2:M104,CLRB1:M101;“停止”鍵設(shè)計(jì)時(shí),相應(yīng)的寄存器為1:M101,且在巨集指令中設(shè)定SETB2:M104,CLRB2:M103,CLRB1:M100。
(3)部分控制程序:
四、結(jié)束語
該控制系統(tǒng)無論在硬件的選擇還是在軟件的設(shè)計(jì)都是可行的、先進(jìn)的,臺(tái)達(dá)電子的DVP系列PLC和羅森人機(jī)界面的巨集指令與多臺(tái)PLC的通訊非常方便,簡單易用。實(shí)踐證明,該系統(tǒng)在其他工程項(xiàng)目設(shè)計(jì)中具有很好的推廣價(jià)值。
文章版權(quán)歸西部工控xbgk所有,未經(jīng)許可不得轉(zhuǎn)載。











 服務(wù)咨詢
服務(wù)咨詢