

PLC在物料搬運機械手控制中的應用
1 引言
機械手可在空間抓放物體,動作靈活多樣,適用于可變換生產品種的中、小批量自動化生產,廣泛應用于柔性自動線[1]。筆者開發的用于熱處理淬火加工的物料搬運機械手,采用plc控制,是一種按預先設定的程序進行工件分揀、搬運和淬火加工的自動化裝置,可部分代替人工在高溫和危險的作業區進行單調持久的作業,并可根據工件的變化以及淬火工藝的要求隨時更改相關控制參數。
2 物料搬運機械手結構
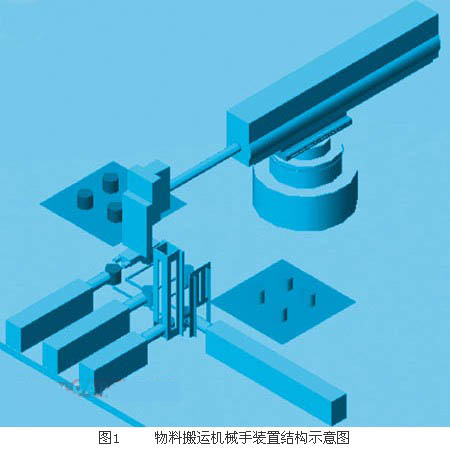
如圖1所示,物料搬運機械手為三自由度氣壓式圓柱坐標型機械手,主要由機座、腰部、水平手臂、垂直手臂、氣爪等部分組成。其中,腰部采用步進電機驅動旋轉,手臂及氣爪采用氣缸等氣動元件。對應的物料分揀裝置由4個普通氣缸構成,用以將不同長度的工件經分揀后送至各自的軌道中,并在軌道終端進行淬火加工,加工完畢后再由機械手抓取、搬運和分類堆放。機械手抓取長、短工件的順序不是固定的,要視物料分揀裝置的分揀結果以及長、短工件哪一個先到達軌道終端來定。但機械手對工件的堆放順序卻是固定的,要按照一定的規律堆放(如圖1中,長、短工件各放一邊,以4個為一組進行堆放),并且堆放工件的位置精度也是有要求的。
3 機械手控制系統組成
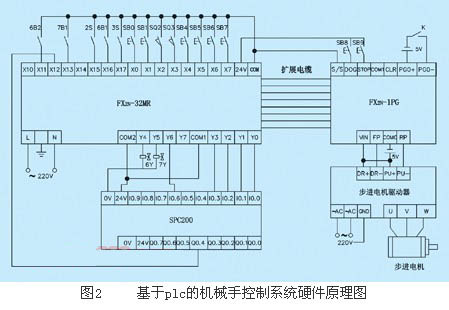
由于取工件和堆放工件都有定位精度要求,所以在機械手控制中,除了要對垂直手臂滑塊氣缸、氣爪等普通氣缸進行控制外,還要涉及到對水平手臂氣缸以及機械手腰部回轉的伺服控制。其中,機械手水平手臂氣缸的伺服控制采用氣動比例伺服控制系統;機械手的回轉控制則采用三相混和式步進電機及其控制系統。考慮到機械手工作的穩定性、可靠性以及各種控制元器件連接的靈活性和方便性,對這種混合驅動機械手采用plc作為核心控制器,上述各控制對象都必須在plc的統一控制下協同工作(如圖2所示),plc采用日本三菱公司的fx2n-32mr型plc(16點輸入、16點輸出)。
步進電機選用深圳白山機電公司的bs110hb3l142-04型三相混合式步進電機,最大扭矩:12nm;保持轉矩:13.5nm;額定電流4.2a。步進電機驅動器性能的優劣,直接關系到步進電機的正常運行,必須合理選配。為此,我們仍選擇白山公司與bs110三相混合式步進電機配套的q3hb220m等角度恒力矩細分型驅動器,定位精度可達30000步/轉。為了確保步進電機控制的穩定性、可靠性以及便于日后維護,我們選擇與fx2n系列plc配套的脈沖發生單元fx2n-1pg作為步進電機驅動器的控制單元[2]。plc通過擴展電纜、控制信號以及from/to指令對1pg進行控制,向1pg發出定位命令,然后由1pg通過向步進電機驅動器輸出指定數量的脈沖(最大100kpps)來具體執行這個定位命令,從而最終實現plc對步進電機的伺服定位控制,既提高了控制的靈活性和可靠性,又便于控制程序的編寫。
在圖2中,fx2n-1pg的fp和rp分別與步進電機的dr-和pu-端子相連,表示輸出脈沖類型分別為前向脈沖和反向脈沖。1pg的dog端為確定步進電機原點位置時所用。在調試時,當步進電機接近原點位置時,應通過此端對應的按鈕接通24v電源,從而使步進電機開始以原點返回速度(爬行速度)轉動,以便在到達設定的原點位置時方便于pg0端的控制。pg0+和pg0-為步進電機到達原點位置時的停轉控制信號,需外加一個5v電源,正端接pg0+,負端通過開關k與pg0-相連。當步進電機在dog信號的控制下緩慢轉動到達設定的原點位置時,可通過手動或行程開關觸發pg0+和pg0-,使兩端接通5v電源,于是電機停轉,并將原點位置記錄下來,存貯在1pg的bfm#26和#27這2個寄存器中,作為plc對步進電機進一步控制的基準和重要參數。
氣動比例伺服控制系統采用德國festo公司的相關產品,主要由hmp坐標氣缸、伺服定位控制器spc200以及與之配套的內置位移傳感器mlo-pot-0225、氣動伺服閥mpye-5-1/8-lf-010-b和伺服定位控制連接器spc-aif-pot等裝置組成。在圖2的控制系統硬件接線中,主要涉及其中spc200的dio數字量i/o模塊的接線[3]。從該圖中可見,一方面plc通過輸出端y0-y3控制spc200的定位指令(record select工作方式)記錄號選取,并通過y6啟動伺服定位;另一方面spc200又通過定位任務完成信號q0.4(mc-a)將定位執行情況反饋到plc的輸入端x12,以便于plc的程序控制。
在滑塊氣缸和氣爪上都安裝有磁性開關傳感器,用于檢測氣缸活塞的位置。通過這些傳感器的信號,并結合步進電機和氣動伺服的啟停信號,在plc的控制下,就能夠對滑塊氣缸和氣爪對應的電磁閥進行控制,進而實現氣缸的動作。
4 控制系統plc程序設計
4.1 步進電機初始化控制程序
plc與1pg間通過from/to指令進行聯系。通過to指令,plc將控制命令及參數寫入1pg的緩存,而在1pg控制下,步進電機的運行狀態則由plc通過from指令讀入,以便程序處理。在圖3所示的部分步進電機初始化程序中,plc一旦通電運行,便在每一個循環執行周期中將其m0~m15寄存器的內容寫入1pg的操作命令緩存“bfm#25”中,控制1pg的工作。同時,plc還不斷從1pg的“bfm#28”、“bfm#27”和“bfm#26”緩存中讀入步進電機的運行狀態和當前位置值,以便在邏輯控制中通過對這些輸入值的處理來進一步控制機械手的動作。
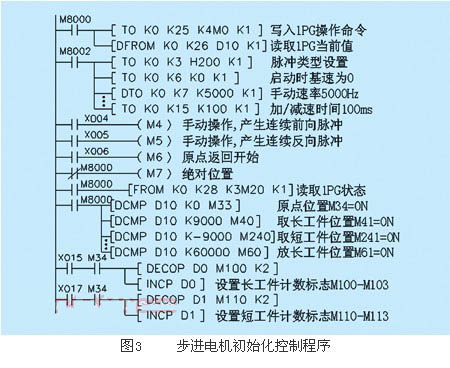
按設計要求,同類型工件每4個為一組放置,兩種工件各自的堆放順序不能互相干擾。因此,同類型的4個工件搬運為一個基本循環,在各自的工件循環中分別設置了相應的工件計數標志位。
4.2 機械手綜合控制程序
綜合前述的步進電機和氣動伺服控制技術,同時結合對垂直手臂滑塊氣缸、氣爪的控制要求,下面給出機械手完成一次定位并抓取工件的部分plc程序(如圖4所示):
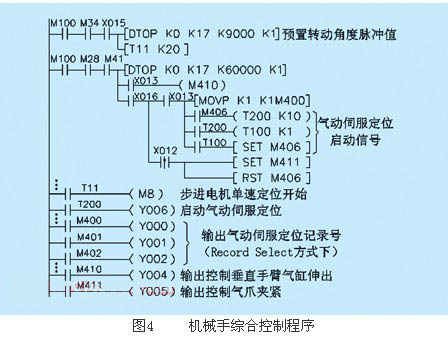
該程序表明:當工件分揀加工完畢后,機械手首先轉動一定的角度指向取工件位置,待步進電機定位結束后,垂直手臂滑塊氣缸活塞落下,然后水平手臂氣缸在氣動伺服控制下伸出設定的定位位移。定位位移是由plc的輸出端子(y2~y0)控制spc200輸入端子(i0.2~i0.0)的狀態來決定的,如附表所示,從而實現了plc對氣動伺服定位的控制。當氣動伺服定位結束后,氣爪動作,夾緊工件。后續的搬運和放置工件的控制程序原理與之類似。

5 結束語
上述針對機械手的控制方法充分利用了plc和其它控制裝置的特性,結構緊湊、控制可靠,目前在現場運行良好。作為一個相對獨立的plc控制系統,它還可以通過rs-485總線或cc-link總線與生產線上的其它plc及控制器組成工業控制網絡,實現更進一步的自動化生產控制。
文章版權歸西部工控xbgk所有,未經許可不得轉載。










 服務咨詢
服務咨詢