

推移活塞桿激光熔覆修復加工工藝過程及技術要點
一、引言
推移活塞桿作為液壓支架等設備的關鍵部件,在煤礦開采等復雜工況下長期承受交變載荷、摩擦和腐蝕作用,極易出現表面磨損、劃傷、腐蝕等損傷,導致設備密封性能下降、運行效率降低甚至故障停機。傳統修復方法如電鍍、熱噴涂等存在結合強度低、涂層厚度有限、易產生氣孔和裂紋等缺陷。而激光熔覆修復加工技術憑借其獨特的優勢,成為了推移活塞桿高效修復的理想選擇,為設備的可持續運行和成本控制提供了有力保障。
二、推移活塞桿激光熔覆修復加工工藝過程
(一)修復前準備
表面預處理:對損傷的推移活塞桿進行徹底清洗,去除表面油污、鐵銹等雜質,可采用化學清洗或超聲波清洗的方式。然后通過機械打磨,將表面打磨粗糙,粗糙度控制在 Ra 6.3 - 12.5μm,以增加熔覆層與基體的結合力。
損傷評估:使用專業的測量儀器,如三維掃描儀、卡尺等,對活塞桿的磨損、腐蝕部位及程度進行精確測量和評估,確定熔覆區域和所需熔覆層厚度,為后續工藝參數設定提供依據。
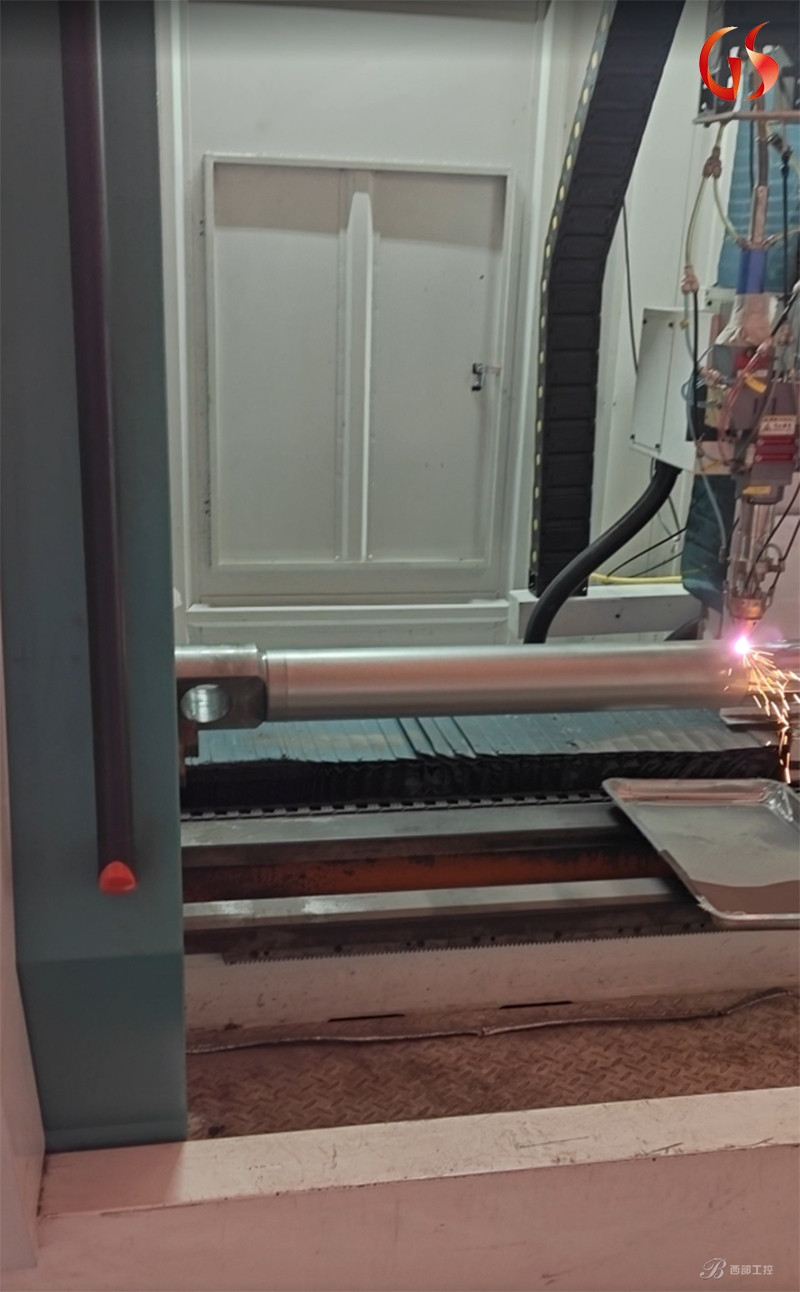
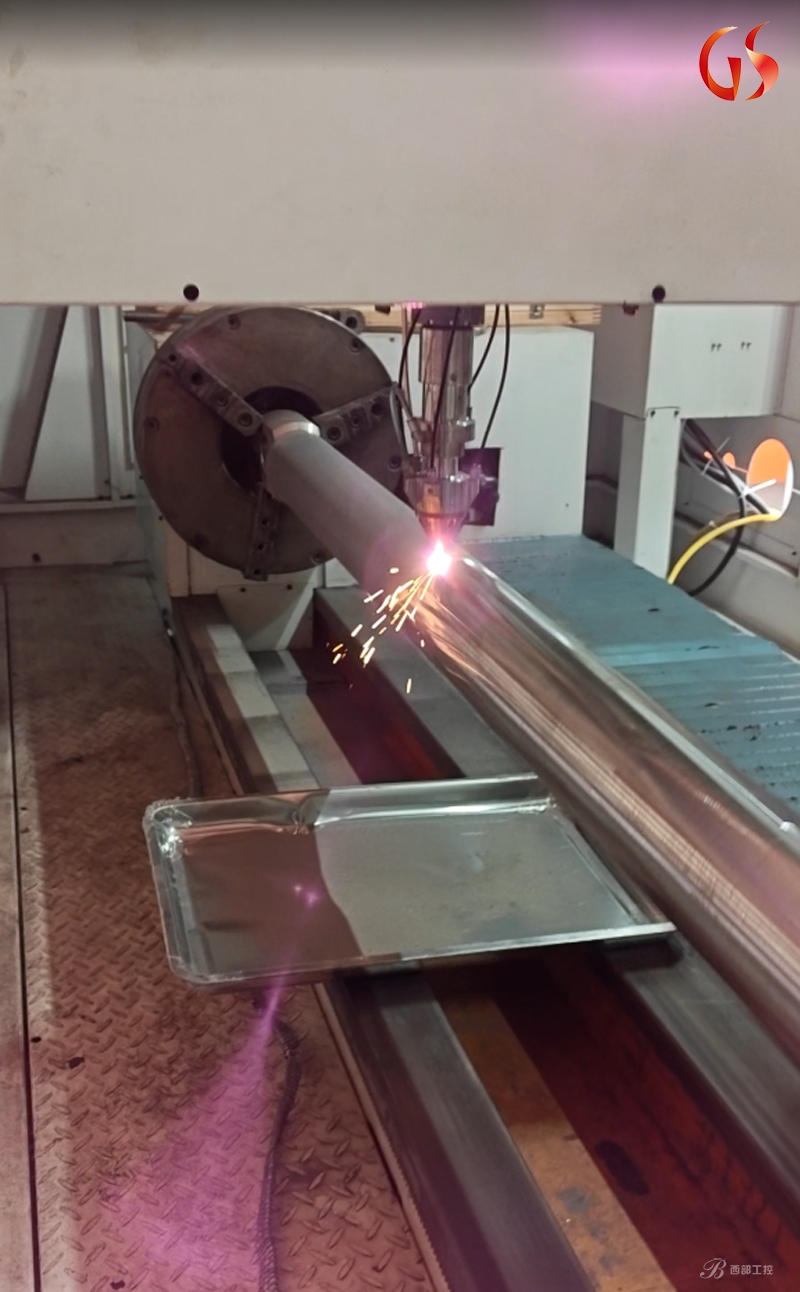
(二)激光熔覆操作
1、預置或送粉方式選擇
預置法:將熔覆粉末均勻地預置在活塞桿待修復表面,可采用刷涂、噴涂等方式。該方法適合小面積、形狀簡單的修復區域,粉末利用率較高,但涂層均勻性相對較差。
同步送粉法:通過送粉器將粉末直接送入激光熔池,實現粉末與激光的同步作用。此方法適用于大面積、復雜形狀的修復,能夠精確控制送粉量,保證熔覆層的均勻性和質量穩定性。
2、激光熔覆參數設定
激光功率:一般在 1 - 3kW 之間,功率過高易導致基體過度熔化,出現變形甚至燒穿;功率過低則熔覆材料與基體無法充分熔合,結合強度不足。
掃描速度:通常控制在 5 - 20mm/s,掃描速度過快會使熔覆層厚度不均勻,結合不牢固;掃描速度過慢則會增加熱輸入,導致基體熱影響區過大,產生變形和裂紋。
送粉速率:根據修復要求和激光功率調整,一般在 5 - 20g/min,送粉速率需與激光功率和掃描速度相匹配,以保證熔覆層的質量和性能。
(三)后處理
熱處理:激光熔覆后,活塞桿表面存在較大的殘余應力,通過回火處理(溫度一般在 180 - 250℃,保溫 2 - 4 小時)可有效消除殘余應力,改善熔覆層的組織和性能,提高其韌性和疲勞強度。
機械加工:采用磨削、拋光等機械加工方法,將熔覆層加工至所需尺寸和精度,表面粗糙度達到 Ra 0.8 - 1.6μm,滿足活塞桿的使用要求。

三、激光熔覆修復加工關鍵技術要點
(一)熔覆材料選擇
根據推移活塞桿的工作環境和性能要求,選擇合適的熔覆材料。常用的熔覆材料有鎳基合金、鈷基合金、鐵基合金等。鎳基合金具有良好的耐磨性、耐腐蝕性和高溫性能;鈷基合金在高溫、強腐蝕環境下表現優異;鐵基合金成本較低,適用于一般工況下的修復。例如,在煤礦井下潮濕、有腐蝕性介質的環境中,選擇含鉻、鉬等元素的鎳基合金作為熔覆材料,可顯著提高活塞桿的耐腐蝕性能。
(二)熔覆層質量控制
防止氣孔和裂紋產生:嚴格控制粉末的粒度、純度和含水量,避免因粉末中雜質和水分在熔覆過程中產生氣孔。優化激光熔覆工藝參數,控制熱輸入,減少熔覆層的冷卻速度,防止因熱應力過大產生裂紋。同時,在熔覆前對基體進行預熱(溫度一般在 100 - 200℃),熔覆后進行緩冷處理,可有效降低熱應力,減少裂紋的產生。
保證熔覆層均勻性:通過精確控制送粉量、激光功率和掃描速度的穩定性,以及采用合理的掃描路徑規劃,如采用搭接掃描方式,搭接率控制在 30 - 50%,可保證熔覆層的厚度和性能均勻一致。

四、應用案例分析
某煤礦企業的液壓支架推移活塞桿在使用一段時間后,出現大面積磨損,磨損深度達 1 - 2mm,導致支架密封性能下降,頻繁出現液壓泄漏問題。采用激光熔覆修復技術,選擇鎳基合金粉末作為熔覆材料,通過合理設定激光功率、掃描速度和送粉速率等工藝參數,對磨損部位進行修復。修復后的活塞桿表面平整,熔覆層厚度均勻,經檢測,熔覆層與基體結合強度高,硬度達到 HRC 50 - 55,耐磨性顯著提高。投入使用后,該活塞桿運行穩定,液壓泄漏問題得到有效解決,使用壽命延長了 2 - 3 倍,為企業節省了大量設備更換成本。
五、結論
推移活塞桿激光熔覆修復加工技術憑借其獨特的原理和工藝優勢,在解決活塞桿表面損傷問題方面具有顯著效果。通過合理選擇熔覆材料、優化工藝參數和嚴格控制熔覆層質量,能夠實現活塞桿的高效修復和性能提升,為煤礦等行業的設備維護和可持續發展提供了重要的技術支持。隨著激光技術的不斷發展和完善,激光熔覆修復加工技術在推移活塞桿及其他機械零部件修復領域將具有更廣闊的應用前景。
文章版權歸西部工控xbgk所有,未經許可不得轉載。










 服務咨詢
服務咨詢